Położone na południowym wybrzeżu Wielkiej Brytanii Worthing to miejsce chętnie odwiedzane przez turystów. Mieści się tu na przykład jedna z najstarszych sal kinowych w kraju.
Położone na południowym wybrzeżu Wielkiej Brytanii Worthing to miejsce chętnie odwiedzane przez turystów. Mieści się tu na przykład jedna z najstarszych sal kinowych w kraju.
Jeszcze 30 lat temu miejscowość uznawano za świetne miejsce dla emerytów, ale wkrótce zaczęła ona przyciągać przedsiębiorców, zapewniając im duże możliwości rozwoju. Swoje siedziby ma tutaj wiele firm z branży finansowej, a ostatnia dekada to czas rozkwitu przemysłu. W Worthing znajduje się także fabryka jednego z największych wytwórców zestawów głośnikowych – B&W.
Zmiany, zmiany...
Siedziba B&W jest ulokowana w jednej z dzielnic przemysłowych na przedmieściach Worthing. Główna fabryka przy Dale Road sąsiaduje z magazynami części samochodowych i firmami przewozowymi, a od morza dzieli ją nie więcej niż pół kilometra. Firma wprowadziła się tutaj w 2002 roku, ale niedawno zakład przeszedł gruntowną zmianę – przeniesiono tutaj linię produkcyjną obudów najdroższych kolumn. Dotychczas skrzynki topowych modeli powstawały w duńskim miasteczku Agerbæk.
Cały proces był bardzo skomplikowany i wymagał nie tylko wykonania zaokrąglonych płyt, ale też ich precyzyjnego klejenia. Brytyjczycy początkowo zlecali te prace fabryce z Agerbæk, a po jakimś czasie wykupili cały zakład. Niedawno zarząd B&W doszedł do wniosku, że utrzymywanie duńskiej fabryki jest zbyt drogie i korzystniej będzie przenieść maszyny do Worthing. Operacja trwała rok. Udało się zachować dotychczasową jakość stolarki, zyskując pełną kontrolę nad procesem produkcji i oszczędzając na transporcie ciężkich skrzynek.
Bowers&Wilkins jest jedną z niewielu firm, które wciąż produkują kolumny pod jednym dachem. Oprócz obudów przy Dale Road powstają także głośniki. Od zewnętrznych dostawców sprowadzane są tylko niektóre elementy.


Laboratorium
Rozmiary fabryki w Worthing robią wrażenie. Szczególnie biorąc pod uwagę fakt, że wytwarzane są tutaj tylko najdroższe modele z serii 800, kolumny z limitowanej serii Signature Diamond i Nautilusy. Pojęcie o skali produkcji dają rozmiary magazynu. Operatorzy wózków widłowych muszą posiadać trzy licencje, z czego jedną uprawniającą do pracy na dużych wysokościach. Może to tylko złudzenie, ale nie zdziwiłbym się, gdyby po usunięciu pudełek można było zmieścić w tej hali sterowiec.
Podstawą działalności brytyjskiej firmy zawsze były oryginalne rozwiązania techniczne. Niektóre patenty, początkowo projektowane z myślą o najdroższych modelach, z biegiem czasu przechodzą do niższych serii. Oprócz poprawy brzmienia daje to niebagatelne korzyści marketingowe. Wraz ze wzrostem ceny dostajemy coraz więcej firmowych rozwiązań. Nawet jeśli kopułki w budżetowych modelach mają niewiele wspólnego z diamentowymi tweeterami w topowych osiemsetkach, wspólna jest filozofia projektowania, testy wytrzymałościowe i pomiary, nie mówiąc o kontroli jakości.
Bowers&Wilkins dysponuje nowoczesnymi maszynami, które umożliwiają sprawdzenie klasy zarówno części wytwarzanych w Worhing, jak i sprowadzanych z zewnątrz. W pobliżu hali magazynowej mieści się laboratorium metrologiczne, wyposażone w precyzyjne urządzenia pomiarowe CMM. Ramię czujnikowe jest zakończone rubinową igłą i odizolowane od wibracji mogących wpłynąć na dokładność pomiarów.
Cały stelaż porusza się na poduszce powietrznej i w żadnym miejscu fizycznie nie styka się z blatem maszyny, który został wykonany z ogromnej granitowej płyty. Nierówności jego powierzchni są nie większe niż 0,2 mm, co przy mierzeniu większości elementów i tak nie ma większego znaczenia. Są one mocowane na specjalnych podstawkach, a pomiar polega na określeniu położenia danych punktów, otworów czy krawędzi w odniesieniu do całego elementu, a nie części samej maszyny lub jakiegoś referencyjnego punktu w przestrzeni. Końcówka ramienia tylko delikatnie styka się z mierzonym elementem, a położenie punktów styku jest przenoszone na ekran komputera. Jeżeli istnieje możliwość wprowadzenia modelu danej części w programie CAD, a w przypadku podzespołów wykonywanych w Worthing lub projektowanych przez B&W tak jest, operator może wyjść na herbatę, a maszyna sama zbierze dane, dotykając elementu w różnych punktach.
W tym samym pomieszczeniu znajduje się także laboratorium wytrzymałościowe. Można tu badać na przykład membrany głośników pod kątem ich mechanicznej odporności na zgniatanie lub wytrzymałość połączeń, na przykład klejenia między membraną a cewką lub gumowym resorem. W czasie naszej wizyty badano właśnie jeden z głośników basowych. Maszyna tensometryczna przykładała coraz większe obciążenie w miejscu łączenia stożka z cewką i wychwytywała moment pierwszego pęknięcia. Nastąpiło to dokładnie przy 422,36 N, co oznacza, że na membranie mogłaby stanąć osoba ważąca 43 kilogramy.
Wszystkie elementy kolumn przechodzą również długotrwałe testy w maszynach symulujących różne warunki klimatyczne. Producent musi zadbać o to, aby głośniki nie traciły właściwości mechanicznych z powodu zbyt dużej wilgotności powietrza lub częstych wahań temperatury. Nawet śruby mocujące, dostarczane przez podwykonawców, są sprawdzane na tym stanowisku i przechodzą długodystansowe próby przypominające wożenie z Sharm El Sheikh do Chicago, a stamtąd do Oslo. Nawet drobny ubytek lakieru dyskwalifikuje dany element z wdrożenia do produkcji i skutkuje jego przeprojektowaniem, a w skrajnych przypadkach – zmianą dostawcy.

Fabryka
Tuż obok laboratorium znajduje się stanowisko montażu diamentowych kopułek. Zajmuje się tym mała grupa najlepiej wyszkolonych pracowników. Ponieważ proces w znacznej części odbywa się ręcznie, wszyscy muszą mieć niesłychanie pewną rękę i anielską cierpliwość. Mimo to, od czasu do czasu któremuś zdarza się zepsuć delikatną membrankę lub po prostu trafić na część uszkodzoną w transporcie. Elementy te trafiają do kosza.
Diamentowe membrany przyjeżdżają z zewnątrz, a powstają w procesie tak skomplikowanym, że nie będę się nawet starał go opisać. Ciekawostką są specjalne pudełka używane w trakcie przewożenia. Na plastikowych pierścieniach rozwija się dwa kawałki folii, a membrany leżą zawieszone w powietrzu między nimi, nie stykając się z twardymi elementami. Opakowania te zostały pierwotnie zaprojektowane dla szwajcarskich producentów zegarków i są używane do transportu delikatnych części mechanizmów. Diamentowa membranka ma odpowiednie właściwości mechaniczne z punktu widzenia odtwarzania wysokich tonów, ale jest też bardzo krucha. Przypomina skorupkę jajka i łamie się w podobny sposób. Wiem, bo jedną osobiście zniszczyłem. Już wcześniej została spisana na straty, bo nie przeszła rygorystycznych testów.
Bardziej standardowo wygląda proces produkcji kewlarowych membran średniotonowych i basowych stożków wykonanych najczęściej z mieszanki włókien i pianki Rohacell. Okrągłe plastry żółtej plecionki są najpierw kształtowane na specjalnych prasach, a następnie przycinane i ręcznie nasycane substancją wypełniającą. Odbywa się to przy użyciu niewielkich pędzelków. I tutaj małe zaskoczenie – na sąsiednim stanowisku można było zobaczyć kewlarowe membrany pomalowane na czarno, a także ciemnoniebieskie stożki wykonane od początku z plecionki o takim zabarwieniu.
Przy montażu przetworników B&W stosuje kody kreskowe i numery seryjne, które pozwalają zlokalizować podzespoły na rynku docelowym. Głównym powodem takiego zabezpieczania głośników jest zapobieganie ich niekontrolowanej dystrybucji. Firma nie chce, aby kolumny przeznaczone pierwotnie na rynek europejski trafiły na przykład do Azji. Kiedy klient odda kolumny do serwisu i zajdzie konieczność wymiany przetwornika, producent na podstawie numeru seryjnego sprawdzi, czy kolumny faktycznie powinny się tam znajdować.


Obudowy
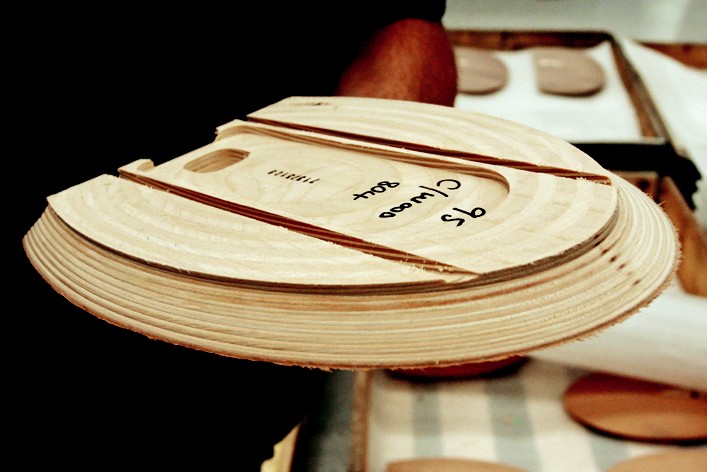
Najwięcej czasu poświęciliśmy na zwiedzanie linii montażowej obudów serii 800. Pierwszym etapem jest zginanie dużych płyt MDF, będących jednocześnie bokami i tylną ścianką skrzynek. Aby elementy się nie połamały, przyklejane są do nich dość grube arkusze specjalnego papieru, który po zakończeniu formowania jest ścierany. Zewnętrzna strona wygiętej płyty musi zostać wyrównana i poddana piaskowaniu, a od wewnątrz frezuje się w niej wyżłobienia do montażu kratownicy Matrix. Firmowy system wzmacniania skrzynek składa się z ponacinanych płyt MDF, z których każda musi dokładnie pasować do pozostałych. Nie można wypełnić szczelin klejem, bo kratownica nie zachowa odpowiedniej sztywności ani odporności na rezonanse. Dlatego wykonaniem wewnętrznych frezów zajmuje się sterowana komputerowo maszyna CNC, która tylko w czasie tego procesu musi zmieniać końcówkę narzędzia aż siedem razy. Rowki mają różne wymiary i znajdują się w trudno dostępnych miejscach.
Górne ścianki obudów są klejone z 26 warstw drewna i prasowane w maszynie ze specjalnymi kształtownikami. Elementy kratownic Matrix wykonuje się na obrabiarce CNC o rozmiarach sporej ciężarówki. Kiedy już wszystkie deseczki są gotowe, obudowy klei się na specjalnych stanowiskach, ściska uchwytami i zostawia do wyschnięcia. Następnym punktem programu jest układanie wewnątrz materiału tłumiącego, czyli w większości przypadków kawałków szarej gąbki. W hali utrzymywana jest stała temperatura i wilgotność, o co dbają uruchamiane raz na kilka minut nawilżacze, zawieszone nad wszystkimi stanowiskami. Wszystko odbywa się tak, jak w Agerbæk. Jedyną różnicą jest wywóz odpadów. W Anglii wszystkie skrawki i kawałki MDF-u są wyrzucane na śmietnik, a stamtąd przechodzą do recyclingu. Duńczycy używali ich do ogrzewania fabryki zimą.
Znaczną część zakładu zajmują stanowiska, na których obudowy są wykańczane. W ostatnich latach wzrosła popularność kolumn lakierowanych na czarno. Obecnie około 60-70 % modeli z serii 800 to właśnie skrzynki w fortepianowej czerni. Proces przebiega wieloetapowo i wymaga wielokrotnego ścierania, wygładzania, nakładania lakieru matowego i kolejnego wygładzania, a kiedy nałożona jest już błyszcząca warstwa czarnego lakieru, kolumny przechodzą oględziny, poprawki i długotrwałe polerowanie. Czas nie gra tutaj roli – każda obudowa krąży po hali do osiągnięcia perfekcyjnego wyglądu. Pod względem zajmowanej powierzchni i liczby zatrudnionych pracowników sekcja lakiernicza wydaje się nawet większa niż część, w której klei się obudowy z pojedynczych deseczek. Liczba wykonanych w tygodniu skrzynek może się znacznie wahać, ale w najbardziej udanym dniu ostatniego tygodnia przed naszą wizytą w Worthing bilans zamknął się w 9 sztukach modelu 803, 10 podłogówkach 804, aż 12 sztukach wypolerowanych monitorów 805 i jednym głośniku centralnym HTM4.
Zważywszy na liczbę pracowników zatrudnionych w samym zakładzie lakierniczym, trudno kogokolwiek posądzać o pośpiech.
Kolumny wykończone fornirem przechodzą lakierowanie w specjalnej komorze ze zrobotyzowanym ramieniem nakładającym warstwy przezroczystego lakieru. Wjeżdżają do niej na mechanizmie taśmowym, który obraca je o 180 stopni, po czym są spryskiwane po raz kolejny.
Osobny akapit należałoby poświęcić wykonaniu Nautilusów i charakterystycznych głów głośników średniotonowych, jednak na zwiedzenie tej części fabryki zabrakło już czasu. Można było jedynie zobaczyć stanowisko, gdzie ukształtowane kolumny czekają na pokrycie pierwszą warstwą lakieru. Co ciekawe, od niedawna klienci mogą zamawiać je w dowolnych wersjach kolorystycznych. Z fabryki wyjechały na przykład różowe Nautilusy kupione przez rosyjskiego milionera jako prezent urodzinowy dla córki i kolumny pokryte jasnoniebieskim lakierem pracujące teraz jako nagłośnienie prywatnego basenu.
Po przykręceniu głośników i zwrotnic skrzynki przechodzą ostateczną kontrolę jakości i test w komorze akustycznej wyposażonej w bardzo czułe mikrofony. Podobno za ich pomocą można wykryć nawet pojedynczą niedokręconą śrubkę. Duże podłogówki są przenoszone na pneumatycznym podnośniku, którego ramię przysysa się do jednej ze ścianek i unosi całą konstrukcję tak, aby pracownicy mogli bez trudu założyć na nie ochronne pokrowce, a potem pozostałe elementy opakowania. Tuż nad stanowiskiem, gdzie kolumny kończą swoją podróż po fabryce, znajduje się wyświetlacz, pokazujący liczbę par kolumn przesłanych do magazynu danego dnia. Rekord to 35, ale pracownicy nie starają się go pobić. Praca ma zostać wykonana dobrze, nie szybko.

Nowości
Najważniejszym punktem wizyty w Worthing była prezentacja kolumn nowej serii 800D oraz jednego zupełnie świeżego produktu – subwoofera DB1, który projektowano równolegle z nowymi flagowcami. Jako swego rodzaju bonus można było potraktować pokaz systemu kina domowego zbudowanego w oparciu o głośniki Custom Theatre – najbardziej zaawansowane modele przeznaczone do montażu w ścianie.
Odnowione flagowce brytyjskiej firmy nie różnią się diametralnie od poprzedników. Chyba najbardziej radykalną zmianą jest odchudzenie topowej serii. Kilka modeli zostało wycofanych z powodu niezadowalających wyników sprzedaży. Wśród nich, niestety, 801. Bowers&Wilkins często chwalił się obecnością tych kolumn w studiach nagraniowych Abbey Road, ale rynek okazał się dla nich bezlitosny. I to pomimo faktu, że w audiofilskich kręgach osiągnęły status kultowych. Brytyjczycy uważają, że 801 sprzedawały się słabo z powodu nieprzeciętnych gabarytów i dużej wrażliwości na akustykę pomieszczenia. Bliźniacze modele, wyposażone w dwa mniejsze woofery, okazały się łatwiej przyswajalne. Z oferty wypadł też jeden z głośników centralnych i efektowy. Zmieniono również podejście do subwooferów.
Nowa seria 800D składa się z dwóch modeli podłogowych z „głowami”, dwóch węższych podłogówek w jednolitych obudowach, jednego monitora, dwóch głośników centralnych i subwoofera DB1.


Więcej diamentów
Diamentowe tweetery były dotychczas dostępne tylko w najdroższych modelach i zasadniczo sytuacja nie uległa zmianie, bo żadnego urządzenia z serii 800D nie można nazwać tanim. Sęk w tym, że dawniej białych kopułek nie montowano na przykład w monitorach, nie mówiąc o głośnikach efektowych. Później pojawiła się opcja 805D, ale między kolumnami z tweeterami wykonanymi z diamentu a zwykłymi monitorami z aluminiowymi gwizdkami była przepaść – cenowa. Teraz diamentowy tweeter będzie można zobaczyć we wszystkich modelach topowej serii B&W. Ceny niektórych na pewno wzrosną, ale nie będzie już podziału na lepsze i gorsze flagowce.
Sam głośnik wysokotonowy został zmodyfikowany. Najpierw inżynierom Bowersa udało się poprawić jego dyspersję. Większy kąt promieniowania spowodował jednak spadek głośności w pomiarach przeprowadzanych na osi przetwornika, co trzeba było jakoś nadrobić. Najprostszym sposobem było zastosowanie mocniejszego układu magnetycznego, ale pojawił się problem. Wszystkie tweetery Bowersa są wyposażone w specjalne tunele tłumiące energię emitowaną przez tylną stronę membrany. W tańszych kolumnach nawet nie widać tego rozwiązania z zewnątrz, ale w serii 800 kopułki są zamknięte w wąskich tubkach w kształcie rozciągniętej łezki. Właśnie z tego względu nie można było zastosować dużych magnesów. Zdecydowano się więc na układy neodymowe. Inaczej niż w magnesach ferrytowych, wzrost siły magnetycznej nie następuje wraz z przyrostem grubości, a powierzchni. Konieczne stało się zwiększenie liczby magnesów, ale w taki sposób, by nie blokowały rurki. Udało się to zrobić dzięki dołączeniu drugiego magnesu obok oryginalnego układu i dwóch kolejnych pierścieni tuż za membraną. Prototyp okazał się tak silny, że w czasie testu jeden z pierścieni dosłownie wystrzelił z obudowy głośnika, raniąc w głowę pracownicę Bowersa. Obyło się bez poważniejszych obrażeń, ale wszystkie prototypy trafiły do kosza, a tweeter wrócił do działu projektowego, gdzie wzmocniono jego obudowę.
Przetworników średniotonowych właściwie nie zmieniono. We wszystkich konstrukcjach za wyjątkiem monitorów 805D i głośnika centralnego HTC4 widzimy kewlarowe membrany na szczątkowym zawieszeniu FST.
Zmiany zaszły w budowie przetworników basowych. W kolumnach dwudrożnych starano się stosować głośniki z cewkami o możliwie małych średnicach, natomiast w pozostałych rozmiary cewek zwiększono do 38 mm, co pociągnęło za sobą konieczność gruntownego przeprojektowania magnesów. Teraz znajdują się wewnątrz cewek i są złożone z dwóch pierścieni dla zapewnienia stałego pola magnetycznego w obszarze ruchu cewki. Oczywiście przekłada się to na bardziej liniową pracę głośnika, nawet przy maksymalnych wychyleniach. Daje także bardziej dynamiczne i wolne od zniekształceń brzmienie.
Filtry
Zwrotnice mają być według B&W tak proste, jak to tylko możliwe. Brzmi rozsądnie, ale żeby wprowadzić tę ideę w życie, trzeba było popracować nad kolumnami od strony akustycznej i stworzyć przetworniki zachowujące się przewidywalnie nawet poza zakresem użytecznym. Dla brytyjskich inżynierów spełnienie tego założenia nie stanowi aż tak dużego problemu, bo projektują kolumny od początku i mają wpływ na wszystkie etapy ich powstawania.
B&W chwali się stosowaniem kondensatorów Mundorfa. W kolumnach serii 800D zastosowano też nowe gniazda, wykonane już nie z mosiądzu, lecz z miedzi beztlenowej. Prawdopodobnie mają mniejszy wpływ na brzmienie, ale mogą się okazać dość niewygodne, szczególnie przy montażu widełek. Na obłych zakrętkach nie wykonano żadnych zagłębień, więc mocne przykręcenie wtyków jest nieco kłopotliwe.


Subwoofery
Brytyjczycy postanowili wymienić gamę subwooferów. Dotychczas uzupełniały one każdą serię kolumn i były przeznaczone dla klientów, którzy chcieli stworzyć pełny system kina domowego ze skrzynek idealnie dopasowanych wzorniczo. Teraz B&W potraktowało głośniki basowe o wiele poważniej. Na początku planowano stworzenie jednego wzorcowego subwoofera, mogącego pracować we wszystkich systemach i z dowolnymi kolumnami. W przypadku budżetowych zestawów byłoby to jednak zbyt kosztowne rozwiązanie, więc zdecydowano się rozszerzyć serię. Wzorcowy projekt został ukończony i jest to właśnie DB1. Priorytetami były niewielkie rozmiary, możliwość dostrojenia dźwięku do akustyki pomieszczenia i bezproblemowa współpraca z innymi kolumnami. Pierwsza litera w symbolu subwoofera to skrót od Digital Signal Processing (cyfrowe przetwarzanie sygnału), natomiast druga oznacza Balanced Drive. Rozwiązanie to widzieliśmy już w kulistym modelu PV1. Chodzi po prostu o ustawienie dwóch głośników tyłem do siebie, aby siły wytwarzane przez drgające membrany nie przenosiły się na obudowę i nie wprawiały jej w drgania, ale wzajemnie się znosiły. B&W nie jest pierwszą firmą stosującą takie ustawienie wooferów, ale najważniejsze nie są rekordy, lecz skuteczność działania. Zalety systemu Balanced Drive wydają się oczywiste. Brytyjczycy postanowili dodatkowo zabezpieczyć obudowę przed drganiami, wyposażając ją w wewnętrzne płyty wzmacniające. Najbardziej napracowali się jednak ludzie odpowiedzialni za cyfrową obróbkę sygnału i korekcję akustyki pomieszczenia.
Dla wymagających klientów instalacja subwoofera będzie prawdziwą frajdą. W zestawie dostajemy mikrofon pomiarowy, komplet kabli i przejściówek, a także specjalną kartę i oprogramowanie SubApp, pozwalające podłączyć basową skrzynkę do laptopa. Instalacja przeprowadzona w ten sposób będzie wyglądała bardzo profesjonalnie. B&W słusznie zauważa, że podczas kalibrowania subwoofera za pomocą mikrofonów łatwo poprawić brzmienie w jednym miejscu, psując je w pozostałych. Dlatego system wykonuje aż osiem pomiarów i wyciąga z nich średnią, a następnie ustawia subwoofer tak, aby w żadnym miejscu brzmienie się nie pogorszyło. Użytkownik oprócz ustawiania mikrofonu ma tu niewiele do powiedzenia – wszystko odbywa się automatycznie. Gdyby jednak ktoś chciał wprowadzać dalsze zmiany i dostosować brzmienie do własnych preferencji, w centrum dowodzenia są jeszcze trzy niezależne korektory.
B&W nie dołącza do DB1 pilota tłumacząc, że ten gadżet przydaje się tylko raz, w momencie instalacji, a potem nadaje się tylko do wyrzucenia.
W DB1 zastosowano dwa 30-cm przetworniki o dużym skoku. Długo wybierano odpowiedni materiał na membrany. Papierowe stożki często się rozwarstwiały i nie były wystarczająco sztywne, dlatego zdecydowano się wykorzystać sztywną piankę Rohacell. Umieszczony w podstawie subwoofera wzmacniacz pracuje w klasie D (technologia IcePower) i dysponuje mocą 1000 W. Waży 44 kg, ale ma zaskakująco małe gabaryty. Powinien się bez problemu dopasować do każdego wnętrza.
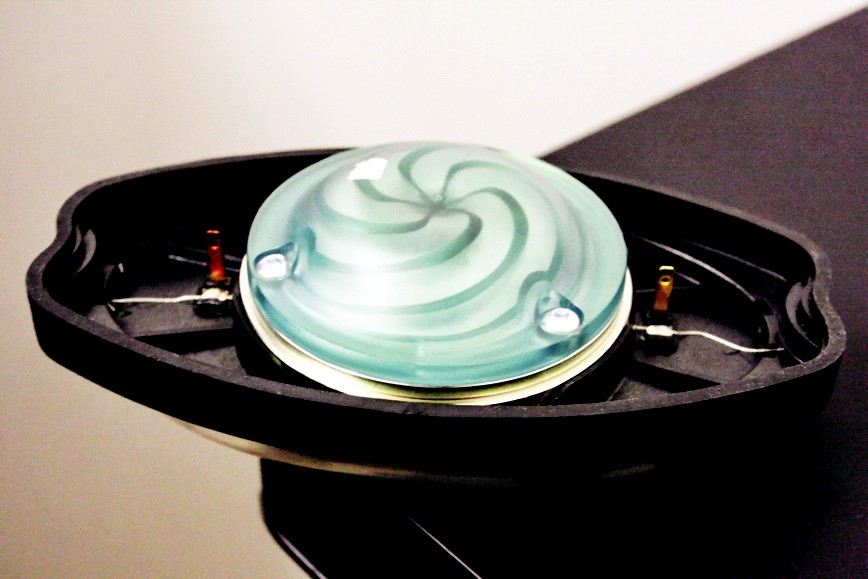
Obserwacje z odsłuchu DB1 można podsumować krótko – udało się. Jeszcze większe wrażenie zrobiła na mnie jednak prezentacja kolumn Custom Theatre. Nie jestem fanem kina domowego, ale w takim wykonaniu mnie przekonało. Brytyjczycy są szczególnie dumni z modelu CT800, wyposażonego w głowy podobne do tych z klasycznych osiemsetek. Zawierają głośnik średniotonowy i wysokotonowy, w którym nautilusową tubkę zastąpiono płaską spiralą. Spełnia ona dokładnie taką samą rolę – tłumi energię tylnej strony membrany – ale pozwala zaoszczędzić sporo miejsca. Głowy dają się obracać w sporym zakresie, dzięki czemu skrzynki można montować w ścianie płasko i nakierować sam moduł średnio-wysokotonowy na miejsce odsłuchowe.
Reklama
Podsumowanie
Fabryka w Worthing jest jak perfekcyjnie zaprojektowany mechanizm, którego każdy element pracuje bez zarzutu. W tym miejscu wszystko jest podporządkowane pomysłom inżynierów, a matematyczne podejście do rzeczywistości i umiłowanie fizycznej konstrukcji świata stanowi niemal religię. Nie ma miejsca na przypadki i niedopowiedzenia. Chyba nawet liczba kopułek zniszczonych w transporcie została obliczona na podstawie analizy prawdopodobieństwa. Nic dziwnego, że produkty B&W są perfekcyjne. Czy można znaleźć w nich duszę? Wciąż nie wiem, ale ich konstruktorzy wiedzą, co robią i nie dziwię się ludziom, którzy im ufają.
Autor: Tomasz Karasiński
Źródło: HFiM 11/2011